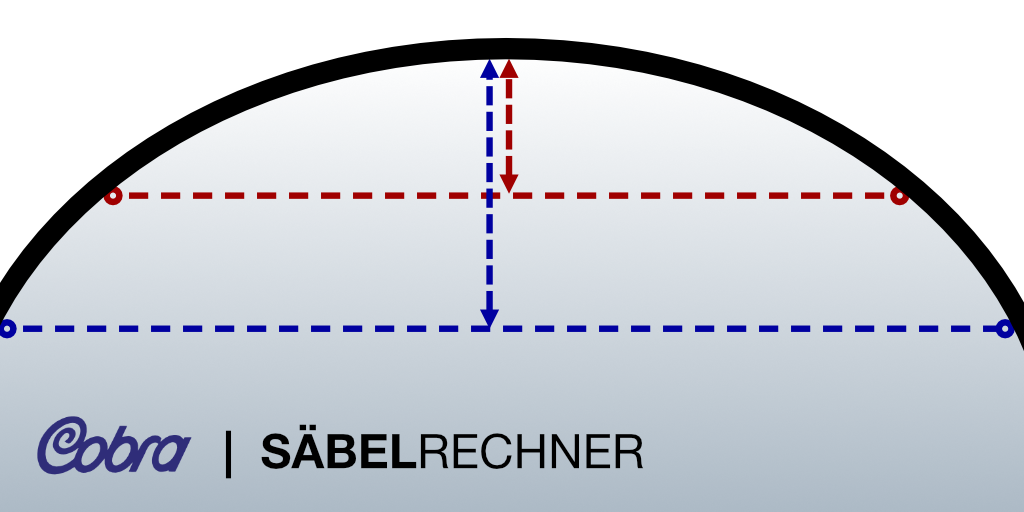
Säbelrechner
Bei der Umrechnung der Geradheitsabweichung von 1 mm/1 m ändert sich der "Säbel" nicht linear. Mit mit dem praktischen Cobra Säbelrechner können Sie ganz einfach umrechnen.
Hierzu einfach den bekannten Säbel y1 für eine bestimmte Länge x1 angeben und danach für die gewünschte Länge x2 den Säbel ausgeben lassen.
Länge x1:
Länge x2:
Säbel y1:
Säbel y2:
| Länge x1 = | m |
| Säbel y1 = | mm |
| Länge x2 = | m |
| Säbel y2 = | mm |
Länge x1:
Länge x2:
Säbel y1:
Säbel y2:
| Länge x1 = | ft. |
| Säbel y1 = | in. |
| Länge x2 = | ft. |
| Säbel y2 = | in. |
metrisch
imperial